Industrial Manufacturing
Coolant Recycling Systems
Hydraulic and Lube Reprocessing
Hydraulic fluids and lubricants are used for many applications throughout industry, from hydraulic presses used in molding plastic parts, to motor oil used in car engines. During use, these fluids can become contaminated with metals, water and other fluids, as well as materials that can create ash. These contaminants can render the fluids unusable and often times require the fluids to be disposed of or highly diluted for further use.
Oil recycling is at the core of our business as the company’s start began with providing reprocessed hydraulic oil to the mining industry which allowed the company to quickly generate a $5 million annual sales base. CRS established itself in the manufacturing vertical through oil recycling as it began over 30 years ago to present day providing hydraulic oil recycling for the largest appliance manufacturing facility in the US.
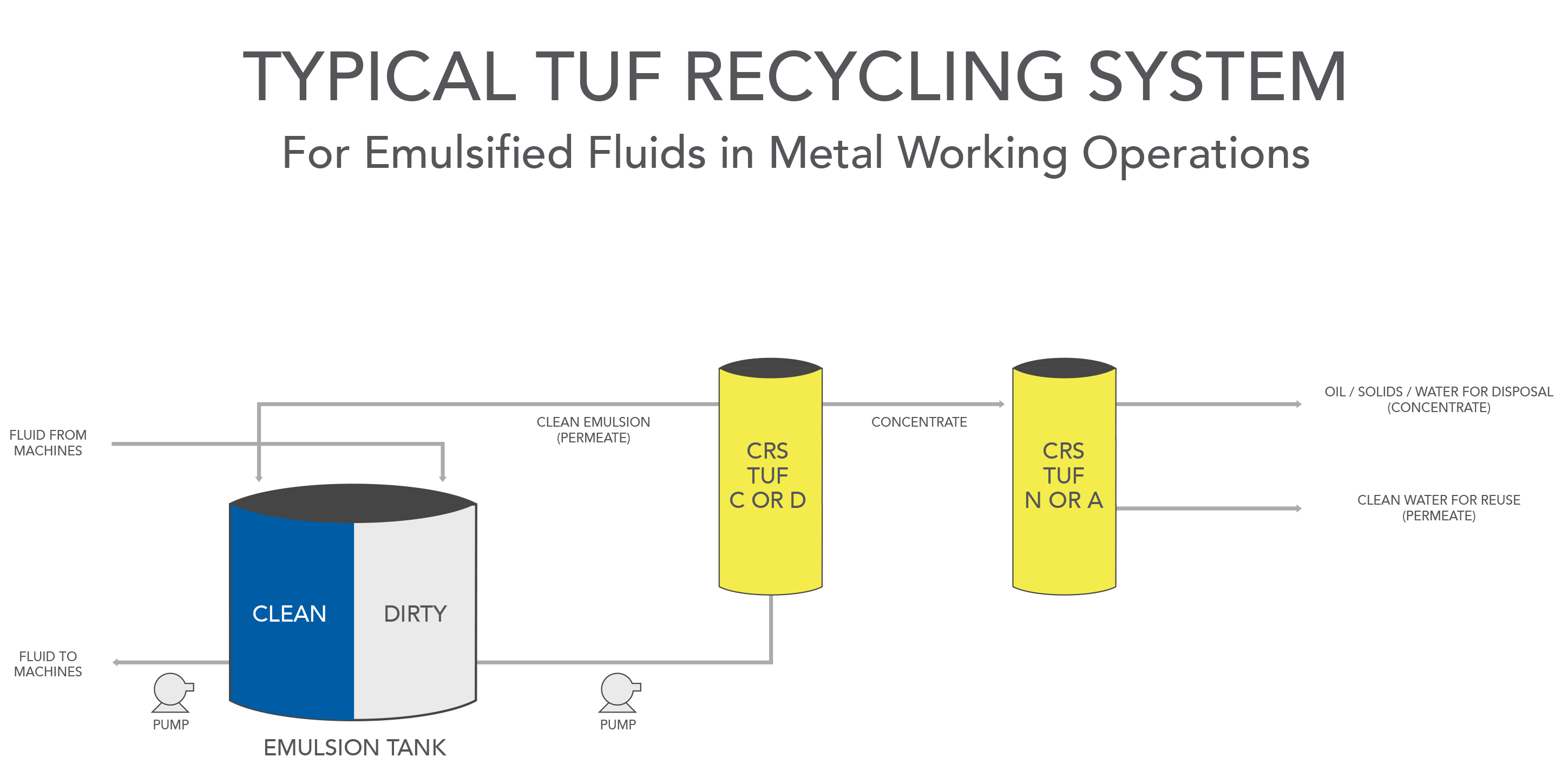
CRS has worked with our customers to develop specialized engineered solutions to remove these contaminants and supply a fluid that is very near original specifications. Depending on the requirements and level of contamination, CRS has many offerings for reprocessing. The CRS TUF technology has been successfully used to remove metals, down to sub-micron in size, as well as water and ash creating materials from numerous hydraulic fluids and lubricants. If water levels are higher than what our filtration technology can remove, CRS can custom design dehydration systems. When fluids have been contaminated with other lubricants or fluids, CRS can provide distillation services to remove the unwanted material, without the need for extreme heat to minimize thermal degradation.
Glycol Recycling
Polyethylene glycol and di-ethylene glycol (PEG and DEG) are used as carrier fluids for many cutting and grinding operations. Often, they are used along with silicon carbide powder to create an abrasive slurry. After use, PEG and DEG are contaminated with suspended solids, water and metals.
There are several challenges associated with recycling these glycols. The small size and high concentration of suspended solids make filtration difficult. The high boiling point and temperature sensitivity make distillation a challenge. The hydroscopic nature of PEG can negatively affect downstream products and equipment. High metal contamination can also lead to downstream problems.
- Our TUF filtration system successfully removes sub-micron sized particles. Its proprietary design and metallurgy out-perform other polymeric based cross flow filtration systems.
- If distillation is required, CRS custom designed vacuum distillation and thin-film distillation services can effectively recover PEG and DEG. Our efficient design minimizes heat contact, helping maintain the properties of the recovered PEG and DEG.
- PEG and DEG dehydration is similar to distillation. CRS has designed and operated dehydrators that effectively remove water from PEG and DEG. These systems are capable of water removal efficiencies greater than 99%.
Recovery of Spent Solvent
Many industrial processes use a solvent to clean the finished metal piece, to remove fine metal debris or to assist with the surface finishing process. As this solvent is used, it can become contaminated by degreasing, water or tramp oils. If the solvent is not reprocessed in some form it must be disposed of as a hazardous waste.
CRS has specialized technologies that can reprocess spent solvents, returning the solvent back to its original specifications. This reduces both the volume of fresh solvent that is needed and the costs associated with disposal.
CRS is an expert in the distillation of mineral oil coolants, seal oils and solvents. Depending on the application, filtration using our proprietary TUF technology is another option. All distillation services and filtration systems are custom designed for each application.
Using an on-site solvent reprocessing method reduces the amount of solvent waste byproducts, eliminates the cost associated with transporting the waste byproduct, lowers your liability and reduces your environmental footprint.
CRS has experience with multiple solvents including mineral spirits recycling that often compliments CRS onsite fluid recycling services already in place. In addition to mineral spirits recycling, CRS is venturing into recycling of other solvents such as limonene.
Production Water Recycling
Waste water from industrial production is generally contaminated with various substances. This requires effective waste water treatment to reach the required industry specifications. At the same time the facilities should function with energy efficiency and be sparing of resources.
For processing, specialized knowledge is thus necessary: CRS has more than 30 years’ experience in the area of industrial treatment of fluids in various industries and is active internationally in Waste Water Treatment.

For effective waste water treatment we analyze your samples in comparison with the specification requirements. This allows us to effectively consult with our customers, then plan and construct the facilities – and operate them cost-efficiently. Depending on the specifications, we use our physico-chemical or membrane technical procedures or combinations thereof to attain the desired purification levels.
Our extensive range of services extends over the complete life of the waste water treatment facilities. We maintain the facilities, deliver the water chemicals and original replacement parts, optimize the processes and ensure smooth operation.
Treatment of Process Water in Industry
Industry uses water for the most diverse purposes. It must, for example, be processed so that it is available in the quality specifications for production. And after use, the process water generally has to be treated again, either to be able to be legally introduced into a sewer or river, cleaned or placed into the water cycle.
CRS develops, builds and installs effective process water treatment facilities which are custom designed and function in a cost-saving and environmentally friendly manner. As your partner we guarantee the supply of reprocessed water treatment, optimizing existing facilities and on request, assume the complete operation of your facility for the treatment of process water.
We use the most modern technology with physico-chemical or membrane-technology procedures which produce required specified water quality. Often combinations of procedures are necessary to obtain optimal results in treating process water.
Filtration Processes
Fractional Distillation Services
The “simple distillation” described above, by heating and cooling, is based on the vaporization and condensation of volatile substances. These, however, are not separated, or are only incompletely separated. One can collect at most individual “fractions” with differing boiling temperatures.
The separation of mixtures of different vaporizable substances that are soluble in one another can often only be achieved by repeated distillation. In these cases the separation results depend on the varying composition of the boiling fluid and the steam. A necessary, but not sufficient, condition for this is different boiling points for the components to be separated. There are two primary techniques to accomplish this:
- Multi-stage distillation and rectification
- Fractional distillation
These procedures depend on the differing boiling points of the fluids involved, more precisely on their differing vapor pressure at the same temperature. This is explained with respect to a mixture of two fluid components mixable with one another (“binary mixture“).
Long-Term Partnerships
We support our customers as a reliable partner during the entire operating life of their facilities. We respond to the needs of our customers by offering excellent quality, and innovative technologies. We assist with process development in our Research and Development group located in Lewisberry, PA.